
想要一睹桥梁护栏,灯光护栏厂家定制产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:嘉兴嘉善桥梁护栏,灯光护栏厂家定制的图文介绍
众英金属科技(嘉善县分公司)凭着良好的信用、优良的服务与多家企业建立了长期的合作关系。热诚欢迎各界朋友前来参观、考察、洽谈业务。公司主要生产 【中央分隔栏】。数年来,我司始终致力于 【中央分隔栏】事业的成长与发展,本着公平、诚信、互利、协助的精神,把每一位客户的重托作为企业生命的一部分,以优良的产品、周到的服务、合理的价格以及强有力的技术支持让每一位客户都能得到满意的结果,并在愉快的合作中享受成功的喜悦;“一切从客户出发,让客户放心”是公司的企业文化核心,我们热忱欢迎社会各界有与我司在商贸、技术、人才、管理等各个方面展开合作、分享和交流,为双方企业的共同发展提供有利的帮助,敬请致电咨询洽谈。

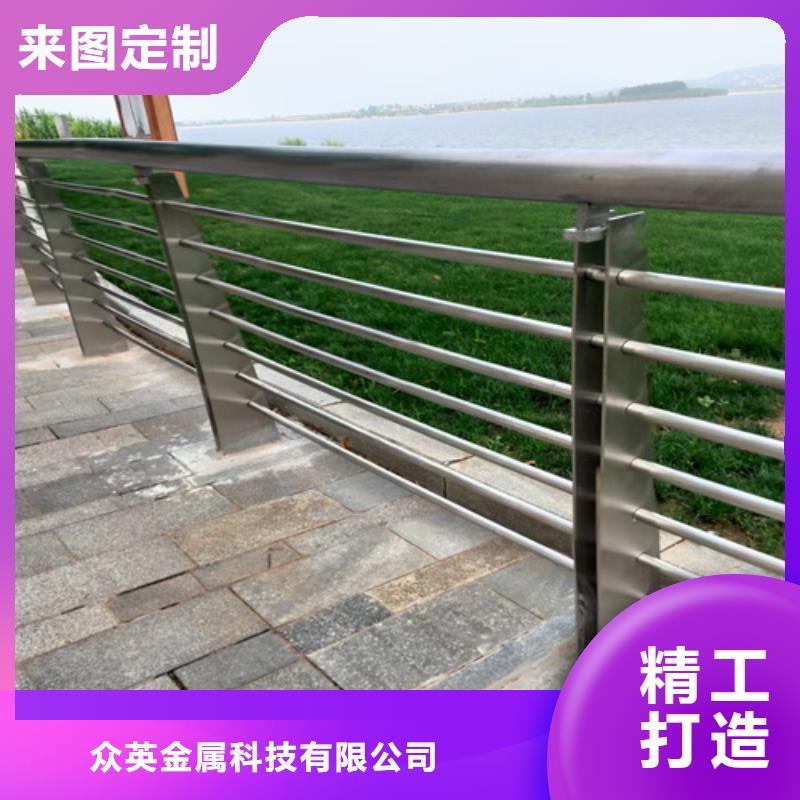
桥梁护栏的生产、规格、安装1.人行道或带外侧的栏杆高度不应小于1.10m。栏杆构件间的 净间距不得大于140mm,切不宜采用横线条栏杆。桥梁护栏栏杆结构设计必须可靠,栏杆底座应设置锚筋,其强度应满足 规范要求。
2.桥梁护栏栏杆强度应满足:车辆以80KM/H的速度,与栏杆成15°角发生碰撞,不落河。
3.桥梁护栏栏杆造型、色调与周围环境协调,对重要桥梁宜作景观设计。
4.当桥梁跨越快速路、城市轨道交通、高速公路、铁路干线等重要交通通道时,桥面人行道栏杆上应加设护网,护网高度不应小于2m,护网长度宜为下穿道路的宽度并各向路外延长10m。
5.作用在桥上人行道栏杆扶手上竖向荷载应为1.2KM/m;水平向外荷载应为2.5KM/m。两者应分别计算。

不锈钢桥梁护栏主要施工方法的六个关键注意事项:
1.施工前应先进行现场放样,并计算出各种杆件的长度。
2.按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。
3.选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。
4.脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择三氯代乙烯、苯、汽油、中性洗涤剂或其它化学药品用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。
5.焊接时应选用较细的不锈钢焊条(焊丝)和较小的焊接电流。焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。
6.杆件焊接组装完成后,对于无明显凹痕或凸出较大焊珠的焊缝,可直接进行抛光。但是,对于有凹凸渣滓或较大焊珠的焊缝,则应用角磨机进行打磨,磨平后再进行抛光。抛光后必须使外观光洁、平顺、无明显的焊接痕迹。


桥梁护栏在生产之后基本都要进行喷粉处理,要对桥梁护栏进行喷粉,喷粉的时候应该注意哪些问题,怎样对桥梁护栏进行喷粉才是合理的,大家都知道吗?作为桥梁护栏厂家,接下来和大家一起来学习一下怎么进行桥梁护栏的喷粉问题。
桥梁护栏喷粉过程中,要注意吊具的导电性,且吊具上的涂层不宜太厚,过厚时可采取集中焚烧的方法用具上的涂层;由于工件较重,一定要设计好挂具,要求挂具牢固可靠。
对于桥梁护栏产品,根据其特点,采用自动喷枪另加手工喷枪补喷相结合的形式,目的是实时监控喷粉质量,保证产品质量稳定。一般纯聚酚粉术涂料的固化条件是200℃,10min,通过调整加热炉的温度和链速来保证固化温度和时间。
桥梁护栏喷粉采用冷风吹干,在吹干的过程中,对工件进行检查,对于允许缺陷,如流挂、起泡、露底、缔孔等可用丙酮等稀释粉末涂料,趁工件未晾时涂程或喷覆于缺陷表面,用余热固化对于重大缺陷需要进行返修处理,根据涂膜厚度选取不同的处理方法,一般有直接上件重新喷粉、机械打磨、用脱膜剂处理三种方法。
桥梁护栏喷粉过程中,要注意吊具的导电性,且吊具上的涂层不宜太厚,过厚时可采取集中焚烧的方法用具上的涂层;由于工件较重,一定要设计好挂具,要求挂具牢固可靠。
桥梁护栏采用预烘的目的:一是除去工件上剩余的水分,二是可以保证一定厚度的粉末涂料较好地附着在工件的表面,三是保证工件尽快均匀受热,加快固化过程一般预烘的温度是80—140℃。
对于桥梁护栏产品,根据其特点,采用自动喷枪另加手工喷枪补喷相结合的形式,目的是实时监控喷粉质量,保证产品质量稳定。一般纯聚酚粉术涂料的固化条件是200℃,10min,通过调整加热炉的温度和链速来保证固化温度和时间。
桥梁护栏喷粉采用冷风吹干,在吹干的过程中,对工件进行检查,对于允许缺陷,如流挂、起泡、露底、缔孔等可用丙酮等稀释粉末涂料,趁工件未晾时涂程或喷覆于缺陷表面,用余热固化对于重大缺陷需要进行返修处理,根据涂膜厚度选取不同的处理方法,一般有直接上件重新喷粉、机械打磨、用脱膜剂处理三种方法。


